ইন্ডাকশন গলানোর প্রযুক্তিতে, গলিত স্নান মধ্যে আপাতদৃষ্টিতে শান্ত তরল ধাতু হয়, আসলে, অদেখা স্রোতের সাথে উত্তাল. এই শক্তিশালী চালিকা শক্তি ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশনের নীতি থেকে উদ্ভূত এবং ইলেক্ট্রোম্যাগনেটিক স্টিরিং নামে পরিচিত (ইএমএস) প্রভাব. এটি উভয়ই কার্যকরী গলন এবং খাদ একজাতীয়তা নিশ্চিত করার একটি চাবিকাঠি, এবং ক “দ্বি-ধারী তলোয়ার।” এই প্রভাবের তীব্রতা গলনের গতিকে সরাসরি প্রভাবিত করে, তাপমাত্রা অভিন্নতা, এমনকি চুল্লির আস্তরণের পরিষেবা জীবন. এই নিবন্ধটি ইলেক্ট্রোম্যাগনেটিক আলোড়নের পিছনে প্রক্রিয়াটির একটি গভীর বিশ্লেষণ প্রদান করবে এবং সর্বোত্তম গলে যাওয়া ফলাফল অর্জনের জন্য কীভাবে এই প্রভাবটি শক্তি নিয়ন্ত্রণের মাধ্যমে অপ্টিমাইজ করা যেতে পারে তার বিশদ বিবরণ দেবে।.
ইলেক্ট্রোম্যাগনেটিক স্টিরিং ফোর্সের উৎপত্তি: ফ্যারাডে এবং লরেন্টজের দৈহিক আইনে মূল
একটি ইন্ডাকশন ফার্নেসের মূল হল একটি আবেশ কুণ্ডলী যা মাঝারি ফ্রিকোয়েন্সির বিকল্প কারেন্ট দ্বারা চালিত হয় (সাধারণত 150 Hz থেকে 10 কেএইচজেড) বা মেইন/পাওয়ার লাইন ফ্রিকোয়েন্সি (50/60 Hz). ফ্যারাডে এর আনয়ন আইন অনুযায়ী, পরিবর্তিত কারেন্ট কয়েলের চারপাশে একটি অস্থির চৌম্বক ক্ষেত্র তৈরি করে. এই চৌম্বক ক্ষেত্র চুল্লির আস্তরণে প্রবেশ করে এবং পরিবাহী ধাতব চার্জের মধ্যে এডি স্রোত প্ররোচিত করে (গলিত স্নান).
এই প্ররোচিত এডি স্রোত এবং ইন্ডাকশন কয়েল দ্বারা উত্পন্ন চৌম্বক ক্ষেত্রের মধ্যে একটি সমালোচনামূলক মিথস্ক্রিয়া ঘটে. লরেন্টজ ফোর্স আইন অনুযায়ী, যখন কণা চার্জ করা হয় (এই ক্ষেত্রে, এডি স্রোতে ইলেকট্রন) একটি চৌম্বক ক্ষেত্রের মধ্যে সরানো, তারা একটি শক্তির অধীন হয়. এই বলের দিক স্রোতের দিক এবং চৌম্বক ক্ষেত্রের দিক উভয় দিকেই লম্ব. ম্যাক্রোস্কোপিক স্কেলে, এই বলটি গলিত ধাতুর সমগ্র আয়তনের উপর একটি খোঁচা হিসাবে প্রকাশ পায়.
একটি সাধারণ কোরলেস আনয়ন চুল্লিতে, চৌম্বক ক্ষেত্র এবং প্ররোচিত এডি স্রোতের মধ্যে মিথস্ক্রিয়া একটি অনন্য সৃষ্টি করে “ডবল লুপ” গলিত স্নানের মধ্যে প্রবাহ প্যাটার্ন:
- ঊর্ধ্বমুখী আন্দোলন: গোসলের কেন্দ্রীয় অঞ্চলে, তরল ধাতু উপরের দিকে ঠেলে দেওয়া হয়, একটি উত্তল পৃষ্ঠ গঠন যা একটি নামে পরিচিত “meniscus”
- নিম্নগামী আন্দোলন: চুল্লির দেয়ালের কাছে, তরল ধাতু নিচের দিকে প্রবাহিত হয়, প্রচলন লুপ সম্পূর্ণ করা.
এই প্রাকৃতিক পরিচলন, ইলেক্ট্রোম্যাগনেটিক শক্তি দ্বারা চালিত, ইলেক্ট্রোম্যাগনেটিক আলোড়ন. এর তীব্রতা আবেশন কারেন্টের ফ্রিকোয়েন্সি এবং শক্তির সাথে ঘনিষ্ঠভাবে সম্পর্কিত:
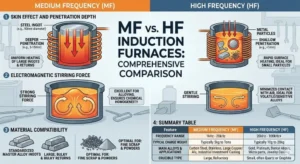
- ফ্রিকোয়েন্সি: ফ্রিকোয়েন্সি কম, চৌম্বক ক্ষেত্রের গভীর অনুপ্রবেশ, বল প্রয়োগের একটি বিস্তৃত এলাকা এবং একটি শক্তিশালী সামগ্রিক আলোড়ন প্রভাবের ফলে. একটি প্রধান ফ্রিকোয়েন্সি চুল্লি মধ্যে stirring বল (50/60 Hz) একটি মাঝারি ফ্রিকোয়েন্সি চুল্লি তুলনায় সাধারণত অনেক শক্তিশালী.
- শক্তি: উচ্চ শক্তি ইন্ডাকশন কয়েলে একটি শক্তিশালী কারেন্ট বাড়ে, যা ফলস্বরূপ আরও তীব্র চৌম্বক ক্ষেত্র এবং শক্তিশালী প্ররোচিত এডি স্রোত তৈরি করে. এটি একটি বৃহত্তর Lorentz বল এবং ফলাফল, ফলস্বরূপ, একটি আরো জোরালো আলোড়নমূলক কর্ম.
আলোড়নকারী শক্তির দ্বৈত প্রভাব: অপ্টিমাইজেশান এবং চ্যালেঞ্জের ভারসাম্য
ইলেক্ট্রোম্যাগনেটিক আলোড়ন গলে যাওয়ার প্রক্রিয়ার উপর ব্যাপক প্রভাব ফেলে. একটি আলোড়নকারী শক্তি যা হয় খুব শক্তিশালী বা খুব দুর্বল তা একাধিক সমস্যা সৃষ্টি করবে. সর্বোত্তম গলে যাওয়া নিয়ন্ত্রণ অর্জন করা এর সুবিধা এবং অসুবিধাগুলি বোঝা এবং ভারসাম্য বজায় রাখার মধ্যে নিহিত রয়েছে.
| দৃষ্টিভঙ্গি প্রভাবিত | দুর্বল আলোড়ন | শক্তিশালী আলোড়ন | অপ্টিমাইজড ইফেক্ট |
| খাদ গলানোর গতি | কম তাপ স্থানান্তর দক্ষতা. নতুন যোগ করা হয়েছে, ঠান্ডা চার্জ উপকরণ (বিশেষ করে হালকা, পাতলা স্ক্র্যাপ) গরম স্নান মধ্যে নিমজ্জিত সংগ্রাম, ধীরে ধীরে গলে, এবং পৃষ্ঠ জারণ ক্ষতি প্রবণ হয়. | গলিত পৃষ্ঠের টান ভেঙে গেছে, এবং অক্সাইড ফিল্মগুলি ক্রমাগত তরল ধাতুতে টানা হয়, অন্তর্ভুক্তি গঠন. লাইটার অ্যালোয়িং উপাদান (যেমন, অ্যালুমিনিয়াম, ম্যাগনেসিয়াম) হিংস্র গড়াগড়ির কারণে বর্ধিত অক্সিডেশন ক্ষতির সম্মুখীন হতে পারে. | মাঝারি নাড়তে মৃদুভাবে স্নানের গভীরে নতুন চার্জের উপকরণ আঁকে, অক্সিডেশন এবং ধাতব ক্ষয় কমাতে পৃষ্ঠকে তুলনামূলকভাবে স্থিতিশীল রেখে দ্রুত গলে যাওয়ার জন্য সম্পূর্ণ গলে যাওয়ার তাপ ব্যবহার করা. |
| তাপমাত্রা অভিন্নতা | স্নানের উপরে এবং নীচের মধ্যে বড় তাপমাত্রার পার্থক্য. ইন্ডাকশন হিটিং কয়েলের কাছে উপরের-মধ্যম বিভাগে কেন্দ্রীভূত হয়, নীচের শীতল ছেড়ে, যা একটি তৈরি করতে পারে “ঠান্ডা অঞ্চল” এবং সংকর ধাতুগুলির সম্পূর্ণ দ্রবীভূতকরণ এবং প্রসারণকে বাধা দেয়. | যদিও তাপমাত্রা অভিন্ন, তীব্র প্রবাহ স্থানীয় হটস্পট তৈরি করতে পারে, নির্দিষ্ট উপাদানের উদ্বায়ীকরণকে ত্বরান্বিত করা. | কার্যকর নাড়া পুরো স্নান জুড়ে তাপ বিনিময় প্রচার করে, নির্মূল করে “ঠান্ডা অঞ্চল,” এবং একটি অত্যন্ত সামঞ্জস্যপূর্ণ তাপমাত্রা নিশ্চিত করে (ডিফারেনশিয়াল 5-10 ডিগ্রি সেলসিয়াসের মধ্যে নিয়ন্ত্রণ করা যায়), সুনির্দিষ্ট রচনা নিয়ন্ত্রণ এবং ঢালা জন্য আদর্শ অবস্থার তৈরি. |
| কম্পোজিশনাল একজাতীয়তা | নতুন সংযোজিত সংকর উপাদান (বিশেষ করে যাদের ঘনত্বের পার্থক্য রয়েছে) শুধুমাত্র স্নানের উপরের অংশে দ্রবীভূত হয় এবং দ্রবীভূত হতে ধীরগতিতে ছড়িয়ে পড়ে. এটি চূড়ান্ত ঢালাইয়ে ভুল নমুনা এবং রাসায়নিক পৃথকীকরণের দিকে পরিচালিত করে. | এটি দ্রুত মিশ্রিত করতে পারেন যদিও, হিংসাত্মক পৃষ্ঠ ক্রিয়া আরও গ্যাস এবং স্ল্যাগকে আটকাতে পারে, অন্তর্ভুক্তির ঝুঁকি বাড়ায় এবং চূড়ান্ত পণ্যের পরিচ্ছন্নতার সাথে সম্ভাব্য আপস করে. | আদর্শ নাড়া একটি দক্ষ মিক্সারের মত কাজ করে, আলতোভাবে এবং দ্রুত স্নানের প্রতিটি কোণে alloying উপাদান পরিবহন. এটি রাসায়নিক সংমিশ্রণের দ্রুত ম্যাক্রোস্কোপিক একজাতকরণ অর্জন করে এবং উচ্চ-মানের অ্যালয় তৈরির জন্য একটি মূল গ্যারান্টি।. |
| আস্তরণের ক্ষয় | ক্ষয়কারী প্রভাব দুর্বল, আস্তরণের জীবনকালের উপর ন্যূনতম প্রভাব সহ. | তরল ধাতুর শক্তিশালী প্রবাহ চুল্লির দেয়ালে ক্রমাগত যান্ত্রিক ক্ষয় এবং ক্ষয় সৃষ্টি করে, বিশেষ করে স্ল্যাগ লাইনে (গলে যাওয়া এবং স্ল্যাগ স্তরের মধ্যে ইন্টারফেস). এটি আস্তরণের পরিষেবা জীবনকে উল্লেখযোগ্যভাবে ছোট করে এবং রক্ষণাবেক্ষণের খরচ এবং ডাউনটাইম ঝুঁকি বাড়ায়. | সর্বনিম্ন সম্ভাব্য আলোড়ন তীব্রতা ব্যবহার করে যা এখনও গলনের প্রয়োজনীয়তা পূরণ করে, অবাধ্য আস্তরণের শারীরিক পরিধান কার্যকরভাবে ধীর হতে পারে, তার অপারেশনাল চক্র প্রসারিত. |
পাওয়ার রেগুলেশনের মাধ্যমে সুনির্দিষ্ট নিয়ন্ত্রণ অর্জন করা
প্রদত্ত যে ইলেক্ট্রোম্যাগনেটিক আলোড়ন শক্তির তীব্রতা প্রয়োগ করা শক্তির সাথে সরাসরি সমানুপাতিক, সামঞ্জস্য করা ইনপুট শক্তি আলোড়ন প্রভাব নিয়ন্ত্রণের জন্য সবচেয়ে সরাসরি এবং কার্যকর পদ্ধতি. গলন প্রক্রিয়ার বিভিন্ন পর্যায়ে বিভিন্ন শক্তি কৌশল নিযুক্ত করা উচিত:
- গলানো পর্যায়: এই পর্যায়ে প্রাথমিক লক্ষ্য হল কঠিন চার্জকে দ্রুত তরল অবস্থায় রূপান্তর করা. ক উচ্চ ক্ষমতা গরম গলিত স্নানের মধ্যে নতুন চার্জের উপকরণ দ্রুত টানতে শক্তিশালী ইলেক্ট্রোম্যাগনেটিক নাড়াচাড়া শক্তির ব্যবহার করতে লেভেল ব্যবহার করা যেতে পারে, গলন হার ত্বরান্বিত এবং তাপ দক্ষতা উন্নত.
- সুপারহিটিং & অ্যালোয়িং স্টেজ: একবার চার্জ সম্পূর্ণ গলিত হয়, প্রধান কাজ হল তাপমাত্রাকে লক্ষ্য স্তরে বাড়ানো এবং রাসায়নিক গঠন সামঞ্জস্য করা. এই সময়ে, অত্যধিক জোরে জোরে নাড়া অপ্রয়োজনীয় এবং এটি আস্তরণের ক্ষয় এবং ধাতুর ক্ষতি বাড়াতে পারে. ক্ষমতা থাকতে হবে যথাযথভাবে হ্রাস করা হয়েছে একটি রাষ্ট্র বজায় রাখার জন্য “মৃদু আলোড়ন” যা তাপমাত্রা এবং রচনার অভিন্নতা নিশ্চিত করার জন্য যথেষ্ট. এই মৃদু আন্দোলন অ্যালোয়িং উপাদানগুলির দ্রবীভূতকরণ এবং প্রসারণে সহায়তা করে এবং ডিসলাগিংয়ের সময় অপসারণের জন্য অন্তর্ভুক্তিগুলিকে পৃষ্ঠে ভাসতে দেয়।.
- হোল্ডিং & ঢালা মঞ্চ: এই পর্বের সময়, লক্ষ্য হল তরল ধাতুর তাপমাত্রা বজায় রাখা. দ্য সর্বনিম্ন সম্ভাব্য ধারণ ক্ষমতা ব্যবহার করা উচিত. এই স্তরে আলোড়নকারী শক্তি খুবই দুর্বল; এটি একটি গঠন প্রতিরোধ করে “ঠান্ডা অঞ্চল” আস্তরণের পরিধান এবং গ্যাস শোষণ কমানোর সময় স্নানের নীচে, উচ্চ মানের ঢালা জন্য প্রস্তুতি গলিত স্থিতিশীল এবং পরিষ্কার রাখা.
উপসংহার
ইলেক্ট্রোম্যাগনেটিক আলোড়ন হল আবেশ গলানোর প্রক্রিয়ার একটি অন্তর্নিহিত শারীরিক প্রভাব. এটা হল “অদৃশ্য হাত” যা দ্রুত গলতে সক্ষম করে এবং অভিন্ন তাপমাত্রা এবং রচনা নিশ্চিত করে, কিন্তু এটা হতে পারে “অপরাধী” অকাল আস্তরণের ব্যর্থতা এবং ধাতু জারণ পিছনে. এর জেনারেশন মেকানিজমের গভীর বোধগম্যতা এবং বিভিন্ন গলে যাওয়া পর্যায়ে সঠিকভাবে শক্তি নিয়ন্ত্রণ করে এর তীব্রতা আয়ত্ত করার ক্ষমতা আধুনিক ফাউন্ড্রি এবং মেটালার্জিকাল ইঞ্জিনিয়ারদের মূল দক্ষতা।. শেষ পর্যন্ত, ইলেক্ট্রোম্যাগনেটিক নাড়াচাড়ার নিপুণ নিয়ন্ত্রণ হল গলানো দক্ষতার মধ্যে সূক্ষ্ম সম্পর্কের ভারসাম্য রক্ষার চাবিকাঠি, পণ্যের গুণমান, এবং উৎপাদন খরচ.