Dalam teknologi peleburan induksi, logam cair yang tampak tenang dalam bak cair itu, nyatanya, bergejolak dengan arus yang tak terlihat. Kekuatan pendorong yang kuat ini berasal dari prinsip induksi elektromagnetik dan dikenal sebagai Pengadukan Elektromagnetik (EMS) memengaruhi. Ini merupakan kunci untuk peleburan yang efisien dan memastikan homogenitas paduan, dan sebuah “pedang bermata dua.” Intensitas efek ini berdampak langsung pada kecepatan leleh, keseragaman suhu, dan bahkan masa pakai lapisan tungku. Artikel ini akan memberikan analisis mendalam tentang mekanisme di balik pengadukan elektromagnetik dan merinci bagaimana efek ini dapat dioptimalkan melalui pengaturan daya untuk mencapai hasil peleburan terbaik..
Asal Usul Gaya Pengadukan Elektromagnetik: Berakar pada Hukum Fisika Faraday dan Lorentz
Inti dari tungku induksi adalah kumparan induksi yang ditenagai oleh arus bolak-balik dengan frekuensi sedang (khas 150 Hz ke 10 KHZ) atau frekuensi listrik/saluran listrik (50/60 Hz). Menurut Hukum Induksi Faraday, perubahan arus menciptakan medan magnet yang berfluktuasi di sekitar kumparan. Medan magnet ini menembus lapisan tungku dan menginduksi arus eddy dalam muatan logam konduktif (mandi cair).
Interaksi kritis terjadi antara arus eddy yang diinduksi ini dan medan magnet yang dihasilkan oleh kumparan induksi. Menurut hukum Angkatan Lorentz, ketika partikel bermuatan (dalam hal ini, elektron dalam arus eddy) bergerak dalam medan magnet, mereka terkena suatu kekuatan. Arah gaya ini tegak lurus terhadap arah arus dan arah medan magnet. Dalam skala makroskopis, gaya ini bermanifestasi sebagai gaya dorong pada seluruh volume logam cair.
Dalam tungku induksi tanpa biji pada umumnya, interaksi antara medan magnet dan arus eddy yang diinduksi menciptakan keunikan “putaran ganda” pola aliran dalam bak cair:
- Gerakan Ke Atas: Di wilayah tengah pemandian, logam cair didorong ke atas, membentuk permukaan cembung yang disebut a “meniskus.”
- Gerakan ke Bawah: Dekat dinding tungku, logam cair mengalir ke bawah, menyelesaikan putaran sirkulasi.
Konveksi alami ini, digerakkan oleh gaya elektromagnetik, adalah pengadukan elektromagnetik. Intensitasnya berkaitan erat dengan frekuensi dan kekuatan arus induksi:
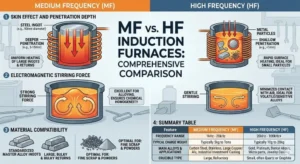
- Frekuensi: Semakin rendah frekuensinya, semakin dalam penetrasi medan magnetnya, menghasilkan area penerapan gaya yang lebih luas dan efek pengadukan keseluruhan yang lebih kuat. Gaya pengadukan dalam tungku frekuensi listrik (50/60 Hz) umumnya jauh lebih kuat daripada tungku frekuensi menengah.
- Kekuatan: Daya yang lebih tinggi menyebabkan arus yang lebih kuat pada kumparan induksi, yang pada gilirannya menghasilkan medan magnet yang lebih kuat dan arus eddy yang diinduksi lebih kuat. Hal ini menghasilkan gaya Lorentz yang lebih besar dan, akibatnya, tindakan pengadukan yang lebih kuat.
Dampak Ganda dari Gaya Pengadukan: Keseimbangan Optimasi dan Tantangan
Pengadukan elektromagnetik memiliki dampak komprehensif pada proses peleburan. Gaya pengadukan yang terlalu kuat atau terlalu lemah akan menimbulkan serangkaian masalah. Mencapai pengendalian peleburan yang optimal terletak pada pemahaman dan keseimbangan kelebihan dan kekurangannya.
| Aspek yang Terkena Dampak | Pengadukan Lemah | Pengadukan yang Kuat | Efek yang Dioptimalkan |
| Kecepatan Peleburan Paduan | Efisiensi perpindahan panas rendah. Baru ditambahkan, bahan bermuatan lebih dingin (terutama ringan, potongan tipis) berjuang untuk berendam di pemandian air panas, meleleh secara perlahan, dan rentan terhadap kehilangan oksidasi permukaan. | Tegangan permukaan lelehan rusak, dan film oksida terus-menerus ditarik ke dalam logam cair, membentuk inklusi. Elemen paduan yang lebih ringan (MISALNYA., aluminium, magnesium) mungkin mengalami peningkatan kehilangan oksidasi karena terjatuh dengan keras. | Pengadukan sedang dengan lembut akan menarik bahan muatan baru jauh ke dalam bak mandi, memanfaatkan panas seluruh lelehan untuk peleburan cepat sekaligus menjaga permukaan relatif stabil untuk mengurangi oksidasi dan kehilangan logam. |
| Keseragaman Suhu | Perbedaan suhu yang besar antara bagian atas dan bawah bak mandi. Pemanasan induksi terkonsentrasi di bagian tengah atas dekat koil, meninggalkan bagian bawah lebih dingin, yang dapat menciptakan a “zona dingin” dan menghambat pembubaran lengkap dan difusi paduan. | Meski suhunya seragam, arus yang deras dapat menciptakan titik api yang terlokalisasi, mempercepat penguapan unsur-unsur tertentu. | Pengadukan yang efektif meningkatkan pertukaran panas di seluruh bak mandi, menghilangkan “zona dingin,” dan memastikan suhu yang sangat konsisten (diferensial dapat dikontrol dalam 5-10°C), menciptakan kondisi ideal untuk kontrol komposisi dan penuangan yang tepat. |
| Homogenitas Komposisi | Elemen paduan yang baru ditambahkan (terutama yang mempunyai perbedaan kepadatan yang besar) larutkan hanya di bagian atas bak mandi dan perlahan-lahan distribusikan ke seluruh lelehan. Hal ini menyebabkan pengambilan sampel yang tidak akurat dan pemisahan kimia pada pengecoran akhir. | Meskipun dapat mencampur paduan dengan cepat, aksi permukaan yang keras dapat menjebak lebih banyak gas dan terak, meningkatkan risiko inklusi dan berpotensi membahayakan kebersihan produk akhir. | Pengadukan yang ideal berfungsi seperti pengaduk yang efisien, dengan lembut dan cepat mengangkut elemen paduan ke setiap sudut bak mandi. Hal ini mencapai homogenisasi makroskopis yang cepat dari komposisi kimia dan merupakan jaminan utama untuk menghasilkan paduan berkualitas tinggi. |
| Erosi Lapisan | Efek erosifnya lemah, dengan dampak minimal pada umur lapisan. | Aliran logam cair yang kuat menciptakan gerusan mekanis dan erosi yang terus menerus pada dinding tungku, terutama pada garis terak (antarmuka antara lelehan dan lapisan terak). Hal ini secara signifikan memperpendek masa pakai lapisan dan meningkatkan biaya pemeliharaan serta risiko waktu henti. | Dengan menggunakan intensitas pengadukan serendah mungkin yang masih memenuhi persyaratan leleh, keausan fisik pada lapisan tahan api dapat diperlambat secara efektif, memperpanjang siklus operasionalnya. |
Mencapai Kontrol Yang Tepat Melalui Pengaturan Kekuasaan
Mengingat intensitas gaya pengadukan elektromagnetik berbanding lurus dengan daya yang diberikan, menyesuaikan daya masukan adalah metode yang paling langsung dan efektif untuk mengendalikan efek pengadukan. Strategi kekuatan yang berbeda harus diterapkan selama berbagai tahap proses peleburan:
- Tahap Peleburan: Tujuan utama dalam fase ini adalah dengan cepat mengubah muatan padat menjadi cair. A kekuatan yang lebih tinggi level dapat digunakan untuk memanfaatkan gaya pengadukan elektromagnetik yang kuat untuk dengan cepat menarik bahan muatan baru ke dalam bak cair panas, mempercepat laju leleh dan meningkatkan efisiensi termal.
- Pemanasan berlebih & Tahap Paduan: Setelah muatannya meleleh sepenuhnya, tugas utamanya adalah menaikkan suhu ke tingkat target dan menyesuaikan komposisi kimianya. Pada titik ini, Pengadukan yang terlalu kuat tidak diperlukan dan dapat meningkatkan erosi lapisan dan hilangnya logam. Kekuatannya seharusnya dikurangi dengan tepat untuk mempertahankan keadaan “pengadukan lembut” yang cukup untuk menjamin keseragaman suhu dan komposisi. Agitasi ringan ini membantu pelarutan dan difusi elemen paduan sekaligus memberikan waktu bagi inklusi untuk mengapung ke permukaan untuk dihilangkan selama deslagging..
- Memegang & Tahap Menuangkan: Selama fase ini, tujuannya hanyalah untuk menjaga suhu logam cair. Itu daya pegang serendah mungkin harus digunakan. Kekuatan pengadukan pada tingkat ini sangat lemah; itu mencegah pembentukan a “zona dingin” di dasar bak mandi sambil meminimalkan keausan lapisan dan penyerapan gas, menjaga lelehan tetap stabil dan bersih sebagai persiapan untuk penuangan berkualitas tinggi.
Kesimpulan
Pengadukan elektromagnetik adalah efek fisik intrinsik dari proses peleburan induksi. Itu adalah “tangan tak kasat mata” yang memungkinkan pencairan cepat dan memastikan suhu dan komposisi seragam, tapi bisa juga menjadi “pelaku” di balik kegagalan lapisan dini dan oksidasi logam. Pemahaman mendalam tentang mekanisme pembangkitannya dan kemampuan untuk menguasai intensitasnya dengan mengatur daya secara tepat selama berbagai tahap peleburan adalah keterampilan inti bagi insinyur pengecoran dan metalurgi modern.. Akhirnya, kontrol ahli pengadukan elektromagnetik adalah kunci untuk menyeimbangkan hubungan rumit antara efisiensi peleburan, kualitas produk, dan biaya produksi.