В технологии индукционной плавки, кажущийся спокойным жидкий металл в расплавленной ванне, фактически, бурный с невидимыми течениями. Эта мощная движущая сила основана на принципах электромагнитной индукции и известна как электромагнитное перемешивание. (Эм) эффект. Это одновременно ключ к эффективной плавке и обеспечению однородности сплава., и “обоюдоострый меч.” Интенсивность этого эффекта напрямую влияет на скорость плавления., однородность температуры, и даже срок службы футеровки печи. В этой статье будет представлен углубленный анализ механизма электромагнитного перемешивания и подробно описано, как можно оптимизировать этот эффект посредством регулирования мощности для достижения наилучших результатов плавления..
Происхождение электромагнитной движущей силы: Основано на физических законах Фарадея и Лоренца.
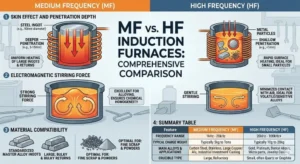
Сердечником индукционной печи является индукционная катушка, питаемая переменным током средней частоты. (обычно 150 Гц к 10 кГц) или частота сети/электросети (50/60 Гц). По закону индукции Фарадея, изменяющийся ток создает переменное магнитное поле вокруг катушки.. Это магнитное поле проникает через футеровку печи и индуцирует вихревые токи внутри проводящей металлической шихты. (расплавленная ванна).
Между этими индуцированными вихревыми токами и магнитным полем, создаваемым индукционной катушкой, происходит критическое взаимодействие.. По закону силы Лоренца, когда заряженные частицы (в этом случае, электроны в вихревых токах) двигаться в магнитном поле, они подвергаются воздействию силы. Направление этой силы перпендикулярно как направлению тока, так и направлению магнитного поля.. В макроскопическом масштабе, эта сила проявляется как тяга ко всему объему расплавленного металла..
В типичной индукционной печи без сердечника, взаимодействие между магнитным полем и индуцированными вихревыми токами создает уникальную “двухконтурный” картина течения в ванне расплава:
- Движение вверх: В центральной части бани, жидкий металл выталкивается вверх, образуя выпуклую поверхность, известную как “мениск.”
- Движение вниз: У стен печи, жидкий металл течет вниз, завершение цикла циркуляции.
Эта естественная конвекция, управляемый электромагнитными силами, электромагнитное перемешивание. Его интенсивность тесно связана с частотой и мощностью индукционного тока.:
- Частота: Чем ниже частота, тем глубже проникновение магнитного поля, что приводит к более широкой области приложения силы и более сильному общему эффекту перемешивания.. Сила перемешивания в печи сетевой частоты (50/60 Гц) обычно намного сильнее, чем в среднечастотной печи.
- Власть: Более высокая мощность приводит к более сильному току в индукционной катушке., что, в свою очередь, создает более интенсивное магнитное поле и более сильные наведенные вихревые токи.. Это приводит к большей силе Лоренца и, следовательно, более энергичное перемешивающее действие.
Двойное воздействие движущей силы: Баланс оптимизации и проблем
Электромагнитное перемешивание оказывает комплексное влияние на процесс плавления.. Слишком сильная или слишком слабая перемешивающая сила приведет к ряду проблем.. Достижение оптимального контроля плавления заключается в понимании и балансировании его преимуществ и недостатков..
| Затронутый аспект | Слабое перемешивание | Сильное перемешивание | Оптимизированный эффект |
| Скорость плавления сплава | Низкая эффективность теплопередачи. Недавно добавлено, более холодные шихтовые материалы (особенно легкий, тонкий лом) с трудом погружаюсь в горячую ванну, медленно таять, и склонны к потере поверхностного окисления. | Поверхностное натяжение расплава нарушается., и оксидные пленки непрерывно втягиваются в жидкий металл, образующие включения. Легкие легирующие элементы (например, алюминий, магний) могут возникнуть повышенные потери от окисления из-за сильного переворачивания. | Умеренное перемешивание мягко втягивает новые загружаемые материалы глубоко в ванну., использование тепла всего расплава для быстрого плавления при сохранении относительной стабильности поверхности для уменьшения окисления и потерь металла.. |
| Равномерность температуры | Большая разница температур между верхом и низом ванны.. Индукционный нагрев сосредоточен в верхней средней части рядом с катушкой., оставляя нижнюю часть прохладнее, который может создать “холодная зона” и препятствуют полному растворению и диффузии сплавов. | Хотя температура одинакова, интенсивный поток может создавать локальные горячие точки, ускорение улетучивания некоторых элементов. | Эффективное перемешивание способствует теплообмену во всей ванне., устраняет “холодные зоны,” и обеспечивает очень стабильную температуру (дифференциал можно контролировать в пределах 5-10°C), создание идеальных условий для точного контроля состава и заливки. |
| Композиционная однородность | Недавно добавленные легирующие элементы (особенно те, у которых большая разница в плотности) растворяются только в верхней части ванны и медленно распределяются по расплаву. Это приводит к неточному отбору проб и химическому разделению при окончательной отливке.. | Хотя он может быстро смешивать сплавы, сильное поверхностное воздействие может захватывать больше газа и шлака., увеличивая риск появления включений и потенциально ставя под угрозу чистоту конечного продукта. | Идеальное перемешивание действует как эффективный миксер., бережная и быстрая транспортировка легирующих элементов в каждый уголок ванны. Это обеспечивает быструю макроскопическую гомогенизацию химического состава и является ключевой гарантией производства высококачественных сплавов.. |
| Эрозия подкладки | Эрозивный эффект слабый., с минимальным влиянием на срок службы футеровки. | Мощный поток жидкого металла создает непрерывную механическую размывку и эрозию стенок печи., особенно на шлаковой линии (граница между расплавом и слоем шлака). Это значительно сокращает срок службы футеровки, увеличивает затраты на техническое обслуживание и риск простоя.. | Используя минимально возможную интенсивность перемешивания, которая по-прежнему соответствует требованиям плавления., физический износ огнеупорной футеровки можно эффективно замедлить, продление эксплуатационного цикла. |
Достижение точного контроля посредством регулирования мощности
Учитывая, что интенсивность электромагнитной перемешивающей силы прямо пропорциональна приложенной мощности, корректировка входная мощность является наиболее прямым и эффективным методом контроля эффекта перемешивания.. На разных стадиях процесса плавки следует использовать разные энергетические стратегии.:
- Стадия плавления: Основная цель на этом этапе — быстро перевести твердый заряд в жидкое состояние.. А высшая сила Уровень можно использовать для использования мощной электромагнитной перемешивающей силы для быстрого втягивания новых шихтовых материалов в горячую ванну расплава., ускорение скорости плавления и повышение термического КПД.
- Перегрев & Стадия легирования: Как только шихта полностью расплавится, основные задачи – поднять температуру до заданного уровня и скорректировать химический состав. В этот момент, чрезмерно энергичное перемешивание не является необходимым и может увеличить эрозию футеровки и потерю металла.. Власть должна быть соответствующим образом уменьшено поддерживать состояние “нежное перемешивание” этого достаточно для обеспечения однородности температуры и состава. Такое мягкое перемешивание способствует растворению и диффузии легирующих элементов, в то же время давая включениям время всплывать на поверхность для удаления во время удаления шлака..
- Держащий & Этап заливки: На этом этапе, цель просто поддерживать температуру жидкого металла. The минимально возможная удерживающая способность следует использовать. Сила перемешивания на этом уровне очень слабая.; он предотвращает образование “холодная зона” на дне ванны, сводя к минимуму износ футеровки и поглощение газов, поддержание стабильности и чистоты расплава при подготовке к качественной разливке.
Заключение
Электромагнитное перемешивание является внутренним физическим эффектом процесса индукционной плавки.. Это “невидимая рука” что обеспечивает быстрое плавление и обеспечивает однородную температуру и состав, но это также может быть “преступник” из-за преждевременного выхода из строя футеровки и окисления металла. Глубокое понимание механизма его генерации и способность управлять его интенсивностью путем точного регулирования мощности на различных стадиях плавки являются ключевыми навыками для современных инженеров-литейщиков и металлургов.. В конечном счете, мастерское управление электромагнитным перемешиванием является ключом к балансированию деликатных отношений между эффективностью плавления, Качество продукта, и стоимость производства.