1. Оценка индукционных линий с помощью OEE
В литейном цехе, ориентация исключительно на тоннаж часто маскирует значительные скрытые затраты. ОЕЕ (Общая эффективность оборудования) служит в качестве “микроскоп” это раскрывает “Скрытая фабрика.”
Глубокое погружение в компоненты OEE:
OEE = доступность x производительность x качество
- Потеря производительности (Глубокий конец): Многие печи работают, но “застаиваться” на малой мощности.
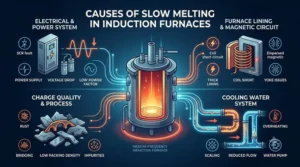
- Холодный Преодоление: Неправильная последовательность зарядки приводит к плавлению нижней части, в то время как верхняя часть остается твердой., предотвращение полной входной мощности. Это проявляется в беспорядочных колебаниях тока и резком падении скорости плавления..
- Режим холостого хода/удержания: Если металл достиг температуры, но ждет результатов лабораторных исследований или ремонта формовочной линии, печь входит “Режим удержания.” Энергия хранения может потреблять 10-15% мощности при полной нагрузке, что следует пометить как серьезную потерю производительности.
- Потеря качества (Невидимый слив): Речь идет не только о металлоломе; это примерно Чрезмерное легирование. Если нестабильность процесса вынуждает вас достичь верхних пределов дорогих сплавов, “безопасный,” что существенное отклонение является финансовыми потерями, связанными с качеством.
Понимание управления: OEE – это не просто процент; это инструмент, позволяющий точно рассчитать, сколько “избыток электроэнергии” вы заплатили за производство одной тонны хорошего металла.
2. Прогнозируемое обслуживание с помощью кривых мощности
Индукционная печь по сути представляет собой большой резонансный контур. Когда его физическая структура (подкладка или катушка) изменения, электрическая сигнатура реагирует немедленно.
Ключевые показатели мониторинга:
1. Эквивалентный импеданс (З) Дрифт:
На основе П = Я^2 · Р, по мере истончения огнеупорной футеровки, расстояние между змеевиком и расплавом уменьшается. Это увеличивает взаимную индуктивность..
- Предупреждение: Если напряжение, необходимое для поддержания постоянной мощности, постепенно падает в течение нескольких дней, это “дымящийся пистолет” на износ футеровки и потенциальное биение.
2. Резонансная частота (ж) Джиттер:
Современные источники питания автоматически отслеживают резонансную точку..
- Предупреждение: Внезапный, иррациональные скачки частоты обычно указывают межвитковые замыкания в катушке или надвигающийся выход из строя конденсаторной батареи.
3. Реактивная мощность (НАШ) Соотношение:
Мониторинг изменений реактивной компенсации. Если компенсационный ток становится ненормальным, система “холостой ход” и генерировать внутреннее тепло, а не нагревать металл.
| Цель | Характеристика сигнала | Прогнозируемый отказ |
| Рефрактерная подкладка | Вставьте Z / Дрейф в f | Утончение футеровки; Риск утечки |
| Индукторная катушка | Повышенный ток утечки на землю | Старение изоляции; Спираль потеет |
| Шинопроводы/Кабели | Дельта Т > 20°C в местах соединений | Ослабленные болты; Плохой контакт |
3. Освещение & Визуальная усталость
Освещение часто игнорируют как проблему объекта., но в зоне плавления, это вопрос скорость визуального захвата и биометрический ответ.
Дополнительные соображения:
- Стробоскопический эффект: Некачественное светодиодное или флуоресцентное освещение может создавать мерцание, синхронизирующееся с вращающимися механизмами. (как мостовые краны или мешалки), заставляя их выглядеть неподвижными или перевернутыми. Это тихий убийца травм при раздавливании..
- Стратегии визуальной адаптации: Расплавленный металл очень яркий.. Если окружающая среда слишком темная (контрастность, превышающая 1:10), операторы испытывают “слепая зона” когда смотришь от печи на пол.
- Решение: Осуществлять “Градиентное освещение.” Используйте высокую интенсивность, средние цветовые температуры (4000К-4500К) возле печи, чтобы уменьшить резкое сужение/расширение зрачков..
- ЦНИИ (Индекс цветопередачи) & Идентификация шлака: Визуальная разница между шлаком и железом незначительна.. А ЦНИИ > 80 позволяет операторам быстрее определять границы шлака, повышение эффективности удаления и уменьшение включений в окончательной отливке.