Тема 1: Эффект мениска
Как это влияет на удаление шлака и срок службы футеровки.
Когда индукционная печь работает на полную мощность, вы заметите, что поверхность расплавленного металла не плоская.; вместо, он поднимается в центре, образуя форму купола. Это известно как “Мениск.”
Физический принцип:
Это результат взаимодействия электромагнитного давления и гидростатического давления.. Магнитное поле, создаваемое индукционной катушкой, индуцирует ток внутри расплавленного металла.. По закону сил Лоренца, взаимодействие между магнитным полем и индуцированным током создает внутреннюю электромагнитную силу (Ф = Дж * Беременный). Эта сила пытается “сжимать” металл. Из-за несжимаемости жидкости, металл вынужден двигаться вверх к центру, где давление ниже, создание выпуклости.
Связь между высотой мениска, Власть, и частота:
- Власть (П): Чем выше мощность, тем больше ток, что приводит к более сильной электромагнитной сжимающей силе и более высокому мениску..
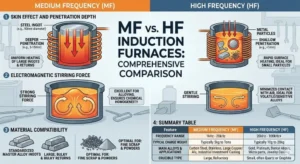
- Частота (ж): Существует обратная зависимость. Более низкая частота приводит к более глубокому проникновению электромагнитных волн и более энергичному перемешиванию, ведущие к верхний мениск. Наоборот, высокочастотные печи обычно имеют более плоский мениск.
Практический анализ воздействия:
- Положительный эффект (Помощь в удалении шлака): Поднимающийся мениск выталкивает плавающие на поверхности неметаллические включения и шлак к стенкам печи. (относительно более прохладная зона). Это облегчает удаление шлака, поскольку шлак естественным образом скапливается по краям.
- Отрицательный эффект (Ускоренная эрозия):
- Эрозия шлаковой линии: Поскольку шлак прижимается к стенкам футеровки, тот “шлаковая линия” территория подверглась двойной атаке: химическая коррозия со стороны шлака и механическая очистка металла.. Более высокий мениск вызывает больше колебаний поверхности., усиление физического износа в этой зоне.
- Крышка Риски: Экстремальные низкие частоты, работа на большой мощности может привести к слишком высокому подъему мениска, потенциально касаясь крышки печи или вызывая утечку.
Тема 2: Эффект кожи
Глубокое погружение: Как выбор частоты определяет эффективность плавки.
Почему плавка мелкой стружки и плавка крупных стальных блоков требуют разной частоты?? Ответ кроется в “насколько глубоко течение может бурить.”
Концепция & Формула:
При переменном токе (переменного тока) проходит через проводник, текущее распределение неравномерно; большая часть тока имеет тенденцию течь по поверхности (тот “кожа”) дирижера. Плотность тока экспоненциально спадает от поверхности к центру..
Мы определяем Глубина проникновения (или эталонная глубина, д) как глубина, на которой плотность тока падает до 1/e (примерно 37%) поверхностной плотности тока.
Ключевой вывод: Частота (ж) обратно пропорционален глубине проникновения (д).
Анализ сценариев:
- Плавление мелкой шихты (например, Сверловая стружка, Повороты): Требует Высокая частота
- Причина: Диаметр лома небольшой.. Если низкая частота (глубокое проникновение) используется, нынешняя мощь “пройти через” весь кусок, заставляя эффекты положительного и отрицательного полупериода компенсировать друг друга, или глубина проникновения может превышать радиус лома, неспособность вызвать эффективные вихревые токи для нагрева.
- Стратегия: Высокочастотный ток имеет очень неглубокую “глубина кожи,” позволяя ему эффективно “схватить” поверхность мелкозернистого материала для выработки тепла.
- Плавка большого стального лома: Требуется более низкая частота
- Причина: Если на больших блоках используется чрезвычайно высокая частота, ток течет только в очень тонком поверхностном слое. Пока поверхность тает, ядро остается холодным. Это приводит к “перегрев поверхности” с “замороженный центр,” значительно продлевает время плавления.
- Стратегия: Более низкая частота позволяет току проникать глубже в металл., достижение единообразия, быстрый нагрев изнутри наружу.
Тема 3: Гидродинамика в индукционных печах
Баланс между перемешиванием мертвых зон и чрезмерной очисткой.
Расплавленный металл внутри индукционной печи никогда не бывает статичным.; он находится в состоянии энергичного движения. Понимание этой картины течения имеет решающее значение для контроля состава сплава и защиты футеровки печи..
Схема потока:
Типичное поле потока индукционной печи представляет собой двойную тороидальную петлю..
- Верхняя петля: Металл поднимается вдоль центральной оси (формирование мениска), распространяется наружу, и стекает по стенкам печи.
- Нижняя петля: Металл стекает вдоль центральной оси, распространяется наружу внизу, и стекает вверх по стенкам печи.
- Две петли встречаются в середине индукционной катушки и текут внутрь к центру..
The Искусство баланса:
- Перемешивание мертвых зон:
- Расположение: Обычно находится в нижних углах (куда не доходит нижняя петля) или самый верх у стен.
- Последствие: Если сила перемешивания недостаточна (слишком высокая частота или слишком низкая мощность), тяжелые легирующие элементы (как вольфрам или молибден) могут поселиться в этих мертвых зонах. Это приводит к неоднородность во всю жару. Образец может пройти анализ, но отлитое изделие списывается из-за сегрегации.
- Чрезмерная очистка:
- Расположение: Обычно возникает в средней нижней части катушки. (где две петли сходятся) и на шлаковой линии.
- Последствие: Если частота снижена слишком сильно для увеличения перемешивания, расплавленный металл с высокой скоростью протирает футеровку, как пескоструйный аппарат. Этот механическая эрозия быстро снимает защитный слой подкладки, резко сокращает продолжительность кампании и потенциально может привести к ее прекращению.
Краткое содержание
Освоение этих физических принципов поможет вам перейти от “Оператор” к “Эксперт по процессам”:
- Мениск указывает, слишком ли высока ваша плотность мощности.
- Эффект кожи поможет вам выбрать правильный диапазон частот в зависимости от размера лома.
- Гидродинамика помогает найти оптимальную точку баланса между “композиционная однородность” и “подкладка жизни.”