في الصناعات السباكة والمعادن, عندما يكون عمر خدمة بطانة الفرن قصيرًا, رد الفعل غير المحسوب يكون دائمًا تقريبًا: “هل انخفضت جودة هذه الدفعة من الحراريات؟?” أو “هل كان مزيج المواد خاطئا؟?”
لا يمكن إنكاره, المادة هي الأساس, لكن “المواد تحدد الكلمة, بينما تحدد العملية السقف.” بمجرد تحديد مواصفات المواد, أي اختصار أو إشراف في عملية التثبيت سوف يتحول إلى ثغرة أمنية قاتلة, مما يمهد الطريق بهدوء للتسرب أو التشظي في المستقبل.
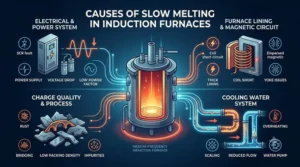
اليوم, دعونا نترك المواد خارج المعادلة تمامًا ونراجع بعمق مدى دقة الأخطاء في ثلاث مراحل أساسية —صدق, الخبز, والذوبان الأول-تدريجياً “أكل بعيدا” في عمر بطانة الفرن الخاص بك.
1. عملية الصدم, ملكة جمال بوصة واحدة تترك الداخل “مليئة بالثقوب”
صدم (تركيب البطانة) هي نقطة البداية للبنية المادية للبطانة. يعتقد الكثيرون أن الصدم يتطلب ببساطة “تطبيق القوة وضغطها بشكل جيد,” ولكن أعمى, غالبًا ما تخلق القوة الميكانيكية أكبر المخاطر.
1.1 عدم تناسق السماكة و “طبقات” ظاهرة (العيب القاتل في صدم الطبقات)
يتم عادةً تركيب البطانة عن طريق إضافة وضغط المواد طبقة تلو الأخرى. إذا لم يكن السطح كاملاً “خدش” أو خشنة (تخفيف السطح) بعد ضغط طبقة واحدة وقبل إضافة الطبقة التالية, تتشكل واجهة سلسة بين المواد القديمة والجديدة.
- عاقبة: بسبب ضعف قوة الترابط بين الطبقتين, البطانة معرضة بشدة ل تشظي التصفيح (يتساقط في الأوراق) تحت التوسع اللاحق لدرجات الحرارة المرتفعة.
- نقطة الفحص الذاتي: قبل إضافة كل طبقة جديدة, هو أن السطح تم خدشه بشكل عرضي كإجراء شكلي, أو أن الطبقة المتصلبة التي يبلغ سمكها 3-5 مم قد تم فكها تمامًا وعمقًا?
1.2 كثافة غير متساوية: خلق “الشعيرات الدموية” التي تدعو إلى المتاعب
سواء باستخدام هزازات الدك اليدوية أو هزازات البطانة الهوائية, ستؤدي قوة الاهتزاز غير المتساوية أو سرعة السير غير المتناسقة إلى تباينات كبيرة في الكثافة عبر أجزاء مختلفة من البطانة.
- عاقبة: المناطق ذات الكثافة المنخفضة سيكون لها مسامية مادية أعلى. في درجات حرارة عالية, سوف تجربة المعدن المنصهر والخبث اختراق الشعرية على طول هذه المسام الصغيرة. بمجرد أن يخترق السائل المتآكل عمق البطانة, فهو يسرع التآكل الموضعي, يؤدي إلى “انتفاخ البطن” أو حرق موضعي.
- سماكة الطبقة المفرطة: إضافة الكثير من المواد في وقت واحد (على سبيل المثال, يتجاوز 60 ملم لكل طبقة) يؤدي إلى أ “قمة كثيفة, قاع فضفاض” التأثير - يبدو السطح صلبًا, لكن الطبقة السفلية عبارة عن رمل سائب بشكل أساسي.
عملية القاعدة الذهبية: من الأفضل أن تتغذى بشكل أقل ولكن بشكل متكرر (التحكم في سمك كل طبقة فضفاضة إلى 30-50 ملم) من التسرع في العمل. إن الاستمرارية والتجانس في عملية الدك تملي بشكل مباشر الحد الأعلى لقدرة البطانة المضادة للاختراق.
2. منحنيات الخبز والتلبيد: ال “القاتل غير المرئي” من التسرع في صنع النفايات
يعد الخبز والتلبيد من التحولات الحاسمة التي تحول المواد المقاومة للحرارة السائبة إلى مادة قوية من الناحية الهيكلية, كيان متماسك (الطبقة الملبدة). 90% تشقق البطانة المبكر ينبع من منحنيات التسخين غير المناسبة.
2.1 تسخين سريع جدًا أثناء مرحلة إزالة الرطوبة (100درجة مئوية – 300درجة مئوية)
حتى لو تم استخدام مواد الخلط الجاف, تبقى كميات ضئيلة من الرطوبة داخل المادة أو الهواء, ويمكن أيضًا أن تتواجد الرطوبة على أسطح أدوات التبطين أو جدران تبريد الماء.
- الانثقاب الجسدي: إذا ارتفعت درجة الحرارة بسرعة كبيرة جدًا في نطاق 100 درجة مئوية إلى 200 درجة مئوية, تتبخر الرطوبة بعنف إلى بخار. إذا لم يتمكن هذا البخار من الهروب عبر فتحات التهوية في الوقت المناسب, فهو يولد ضغط بخار هائل داخل البطانة, تهب الشقوق الصغيرة أو الثقوب.
2.2 تجاهل المواد “نقاط انتقال المرحلة” (التحول البلوري الحرج)
خذ السيليكا الأكثر شيوعا (على أساس الكوارتز) بطانة كمثال. يخضع الكوارتز لتحولات طورية بلورية متعددة أثناء التسخين (مثل عند 117 درجة مئوية, 270درجة مئوية, و 573 درجة مئوية). في درجات الحرارة المحددة هذه, تخضع المادة لتوسع كبير في الحجم (especially the $$\alpha-\bet$$ quartz transformation around 573°C, مما يسبب معدل توسع كبير في الحجم).
- خطأ في العملية: إذا كانت درجة الحرارة ليست كذلك عقد بشكل كاف خلال هذه المرحلة الانتقالية النوافذ, أو إذا لم يتم قمع معدل التسخين بشكل صارم, سيؤدي الضغط الحراري الموضعي الهائل إلى تشقق البطانة على الفور, تشكيل كسور أفقية أو رأسية.
2.3 عدم كفاية درجة حرارة التلبيد أو وقت الاحتفاظ: الفشل في تشكيل الكمال “هيكل من ثلاث طبقات”
يجب أن تشكل البطانة الملبدة بشكل صحيح مثالية “هيكل ثلاثي الطبقات”: ال طبقة ملبدة (صعبة ومقاومة للتآكل), ال طبقة انتقالية (مخازن الإجهاد), و طبقة فضفاضة (يوفر العزل الحراري ويمنع انتشار الشقوق).
- عاقبة: إذا لم يتم الوصول إلى درجة حرارة التلبيد القصوى, أو إذا تم اختصار وقت الانتظار عند درجة حرارة عالية لمطاردة أهداف الإنتاج, ال ستكون الطبقة الملبدة رقيقة جدًا. بمجرد وصول الحرارة الأولى للحديد المنصهر إليه, هذه الطبقة الملبدة الهشة تتآكل بسرعة, تعريض الانتقال أو حتى الطبقة السائبة, والتي لا يمكنها تحمل عملية غسل المعدن المنصهر.
3. عملية الذوبان الأولى: أ “ضربة مدمرة” عند خط النهاية
بعد أن مررت بعملية صدم وخبز لا تشوبها شائبة, لا تدع عملك الشاق يضيع سدى خلال عملية الإنتاج الأولى. عندما تتصل البطانة الجديدة بالمعدن المنصهر لأول مرة, فإنه لا يزال في وضع ضعيف للغاية “مرحلة المبتدئين.”
3.1 التحميل الخام للخردة الباردة: التأثير الميكانيكي الذي يسبب إصابات داخلية
خلال الحرارة الأولى, إذا تم إسقاط قطع كبيرة من الخردة الثقيلة أو المرتجعات بشكل مباشر في قاع الفرن عبر رافعة علوية, لا يمكن للطبقة الملبدة الطازجة والتي لم تنضج بالكامل بعد أن تتحمل مثل هذه الصدمات الميكانيكية.
- الأضرار الداخلية المخفية: على السطح, قد يبدو وكأنه مجرد انبعاج صغير, ولكن ربما تكون الكسور الدقيقة غير المرئية قد تكونت بالفعل داخل بنية البطانة. في ذوبان درجات الحرارة العالية اللاحقة, سوف يبحث الحديد المنصهر بسرعة عن هذه الشقوق لاختراقها بعمق.
3.2 رفع الطاقة بسرعة كبيرة: التشظي الموضعي الناتج عن الصدمة الحرارية
لتحقيق أقصى قدر من الكفاءة أثناء بدء التشغيل الأول, يقوم المشغلون أحيانًا بدفع الطاقة إلى الحد الأقصى على الفور, مما تسبب في ارتفاع درجة الحرارة الداخلية على الفور.
- عاقبة: يتوسع السطح الداخلي للبطانة بسرعة, بينما تبقى الطبقات الخارجية القريبة من نظام التبريد المائي عند درجة حرارة أقل بكثير. هذا المتطرف التدرج في درجة الحرارة يولد إجهاد القص الهائل, مما يتسبب في تشظي سطح البطانة إلى قطع.
3.3 وقت تكرير طويل للغاية في الحرارة الأولى: تسريع التآكل المبكر
إذا ترك المعدن المنصهر ليجلس, اثارة, أو الاحتفاظ بها في درجات حرارة شديدة لفترة طويلة أثناء الحرارة الأولى (بسبب انتظار نتائج المختبر, ضبط التكوين, إلخ.), فإنه يتهجى المتاعب.
- عاقبة: البطانة الجديدة لم تشكل بعد طبقة خبث واقية (أو جمجمة صناعية مستقرة) على سطحه. التفاعلات الكيميائية ذات درجات الحرارة العالية المطولة سوف تستهلك سمك الطبقة الملبدة قبل الأوان.
قائمة المراجعة الذاتية لعملية تركيب البطانة
إذا كانت حياة بطانة الفرن لديك دائمًا أقل من التوقعات, أداء البرد, التدقيق الجاد مقابل قائمة التحقق من العملية في الموقع.
| مرحلة | عنصر الفحص الذاتي |
| صدم | 1. يتم التحكم بشكل صارم في سمك المادة السائبة لكل طبقة في حدود 30-50 مم? |
| 2. هل تم خدش / خشونة سطح الطبقة السابقة تمامًا قبل إضافة مادة جديدة? | |
| الخبز | 3. هل يوجد منحنى تسخين بطيء مخصص تم تكوينه خصيصًا للمادة؟ (وخاصة خلال المرحلة الانتقالية وفترة إطلاق الغازات)? |
| 4. هل وصل وقت الانتظار عند ذروة درجة حرارة التلبيد إلى عدة ساعات مطلوبة كما هو محدد في العملية? | |
| الذوبان الأول | 5. هل يتم التعامل مع الشحن للحرارة الأولى بعناية فائقة - حيث يتم تحميل الخردة الصغيرة قبل القطع الكبيرة? |
| 6. هل يستخدم التشغيل الأولي تكثيفًا متدرجًا للطاقة لمنع الصدمة الحرارية؟? |